



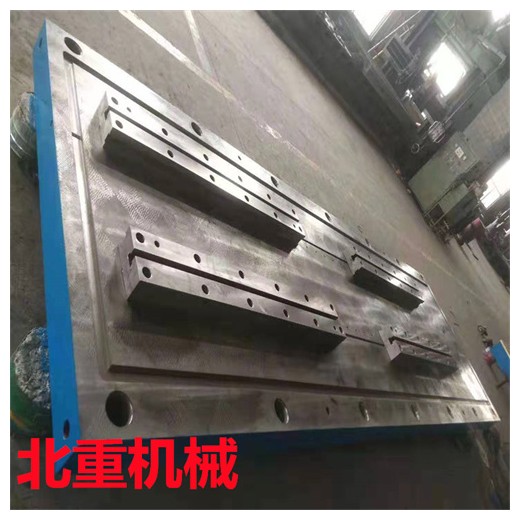







河北北重机械工作台材质采用强度铸铁HT200-300,工作面硬度为HB170-240。经过两次人工处理(人工退火600度-700度和自然时效2-3年),该产品的精度稳定,耐磨性能优良。铸铁工作台的精度按标准计量检定规程执行,分别为0、1、2、3四个等级。铸铁工作台的铸造过程中,不允许出现影响使用性能的裂纹、冷隔、疏松等问题。铸铁工作台铸件加工面上允许存在加工余量范围内的表面问题。铸铁工作台项目包括铸铁平台的力学性能。为了充分发挥铸铁工作台的坚固稳定性能,铸铁工作台在经过层层严格的消费检验以及出厂检验后,才能到达客户手中。在加工的过程中,如何节省时间、费用和劳动力直接关系到产品的质量。在安装铸铁工作台时,建议工作台带15个地脚螺栓孔。首先制作混凝基础地基,建议深为500mm—700mm,用不得低于400的水泥除预留孔外一次性浇灌;同时留出工作台地脚孔的位置,地脚孔位置见设计的工作台图纸。地脚孔预留大小为300*300*500mm(长*宽*深)。工作台到达安装**后GUA上地脚螺栓初步调整,用膨胀水泥将地脚孔灌平。整个地基平面度应≤5mm,待水泥凝固后(约15天)再对工作台进行精调,达到使用标准交工。铸铁工作台主要用于检验工件误差的基准,铸铁工作台在机械制造过程中起着至关重要的作用它是每个工件出厂前检验的基本基准工具。铸铁工作台用途比较,应用于机械制造、化工、五金、石油、汽车制造、仪器仪表制造等行业。铸铁工作台工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观问题。工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造问题。各种铸造表面应消释型砂、且表面平整,涂漆牢固。各棱边应修钝。在精度等级低于“0 级”的铸铁平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在铸铁工作台工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔,铸铁工作台设计吊装位置时应考虑尽量减少因吊装而引起的变动。铸铁工作台滚筒反作用固定的测试条件,重复性好,结构简单,测试速度低所需驱动功率低,具有操作性能,设备测试成本低。缺点:对于后置发动机的客车、三轮车和部分abs防抱死加工系统的车辆,存在误判的可能性,车辆的各个车轴分别进行测试,测试效率低,无法反映真实的铸铁平台加工的实际功效部。分abs防抱死加工系统的车辆存在误判的可能性测试效率较低且无法反映真实的铸铁平台加工的实际功效。























传感器")

